





Anlage zur Wiederaufbereitung von Kupferschlacke: Der ultimative Leitfaden für die umweltfreundliche Verwertung von Hüttenabfällen
Vor fast jeder großen Kupferschmelze der Welt – von den Wüsten Chiles bis hin zu den Industriegebieten Chinas und Sambias – türmen sich riesige, schwarze, glasartige Abfallberge. Das ist Kupferschmelzschlacke. Früher als Umweltbelastung betrachtet und in endlosen Schlackenhalden abgelagert, bergen diese künstlichen Berge ein lukratives Geheimnis: Sie enthalten oft zwischen 1,0 % und 3,0 % Kupfer. Zum Vergleich: Eine natürliche Kupfermine mit einem Gehalt von 1,5 % gilt heute als erstklassige, hochgradige Lagerstätte.
Angesichts der weltweit steigenden Kupfernachfrage aufgrund von Elektrifizierung und grüner Energie hat die Bergbauindustrie erkannt, dass die kostengünstigsten und konzentriertesten „Kupferminen“ tatsächlich diese künstlichen Abraumhalden sind. Die Rückgewinnung von Kupfer aus Schlacke unterscheidet sich jedoch grundlegend von der Aufbereitung von natürlichem Kupfererz. Schlacke ist im Wesentlichen ein eisenreiches, extrem hartes künstliches Glas. Sie erfordert einen extrem leistungsstarken Zerkleinerungskreislauf und eine hochspezifische Flotationschemie.
Als globaler Pionier im Bereich Öko-Bergbau und Abfallwirtschaft entwirft und konstruiert OreSolution schlüsselfertige Anlagen zur Wiederaufbereitung von Kupferschlacke. Dieser umfassende EPC-Leitfaden erläutert die Mineralogie von Hüttenschlacke, die entscheidende Herausforderung der hohen Abrasion sowie das „Gravity + Flotation“-Verfahrensschema, das erforderlich ist, um hochwertige Kupferkonzentrate aus Industrieabfällen zu gewinnen.
Eco-Mining Eine Aufbereitungsanlage für Kupferschlacke verkörpert die ultimative Kreislaufwirtschaft. Sie gewinnen nicht nur hochwertiges Kupferkonzentrat (oft mit einem Cu-Gehalt von über 25 %) ohne Bohr- und Sprengkosten, sondern die verbleibende gereinigte Schlacke (Eisensilikat) kann an die Zement- und Sandstrahlindustrie verkauft werden. Sie generieren zwei Einnahmequellen und beseitigen gleichzeitig aktiv eine Umweltgefahr.
 Teil 1: Die Mineralogie von künstlichem Gestein (Schlacke vs. natürliches Erz)
Teil 1: Die Mineralogie von künstlichem Gestein (Schlacke vs. natürliches Erz)
Um Schlacke zu verarbeiten, muss man verstehen, wie sie entstanden ist. Beim Schmelzen werden Kupferkonzentrate bei 1200 °C geschmolzen. Das wertvolle Kupfer sinkt ab, während Eisen und Siliziumdioxid eine flüssige Schlacke bilden, die an die Oberfläche schwimmt und abgegossen wird. Wenn diese geschmolzene Schlacke schnell (mit Wasser) oder langsam an der Luft abgekühlt wird, schließt sie Kupfertröpfchen ein.
Teil 2: Zerkleinerung – Den Glasberg zerschlagen
Die absolut größte Hürde in einer Kupferschlacke-Aufbereitungsanlage ist die Zerkleinerung (Brechen und Mahlen). Schlacke ist bekanntlich sehr abrasiv. Wenn Sie handelsübliche, leicht gebaute Brecher einsetzen, wird das Fayalit-Glas Ihre Manganstahl-Auskleidungen innerhalb weniger Tage zerstören und Ihre Betriebskosten (OPEX) auf ein untragbares Niveau treiben.
1. Aggressives Brechen
Bei luftgekühlter (klumpiger) Schlacke erfolgt die Primärzerkleinerung durch Hochleistungs-Backenbrecher. Für die Sekundär- und Tertiärzerkleinerung müssen robuste Kegelbrecher zum Einsatz kommen, die mit speziellen, hochchromhaltigen Verschleißprofilen ausgestattet sind, die speziell für Anwendungen mit hohem Abrieb entwickelt wurden.
2. Zerkleinerung (der Engpass bei der Durchsatzleistung)
Um die im Schlackenglas eingeschlossenen mikroskopisch kleinen Kupfertröpfchen freizusetzen, muss das Material außergewöhnlich fein gemahlen werden – oft so, dass 80 % der Partikel eine Korngröße von 45 bis 74 Mikrometer (200 Mesh) aufweisen.
- Die Kugelmühle: OreSolution konstruiert diese Mühlen mit dickeren Gehäusen, Hochleistungsmotoren und hochwertigen Gummiauskleidungen oder Auskleidungen aus hochchromhaltigen Legierungen, um dem unerbittlichen abrasiven Verschleiß durch die Schlacke standzuhalten.
- Strenge Klassierung: Die Mühle arbeitet in einem geschlossenen Kreislauf mit Hydrozyklonen. Da metallisches Kupfer sehr schwer ist, können Zyklone freigesetztes Kupfer manchmal zurück in die Mühle leiten, wodurch es zu „Kupferflocken“ abgeflacht wird, die schwer zu flotieren sind. Um dies zu verhindern, setzen wir häufig einen Schwerkraftabscheider in den Mahlkreislauf ein.
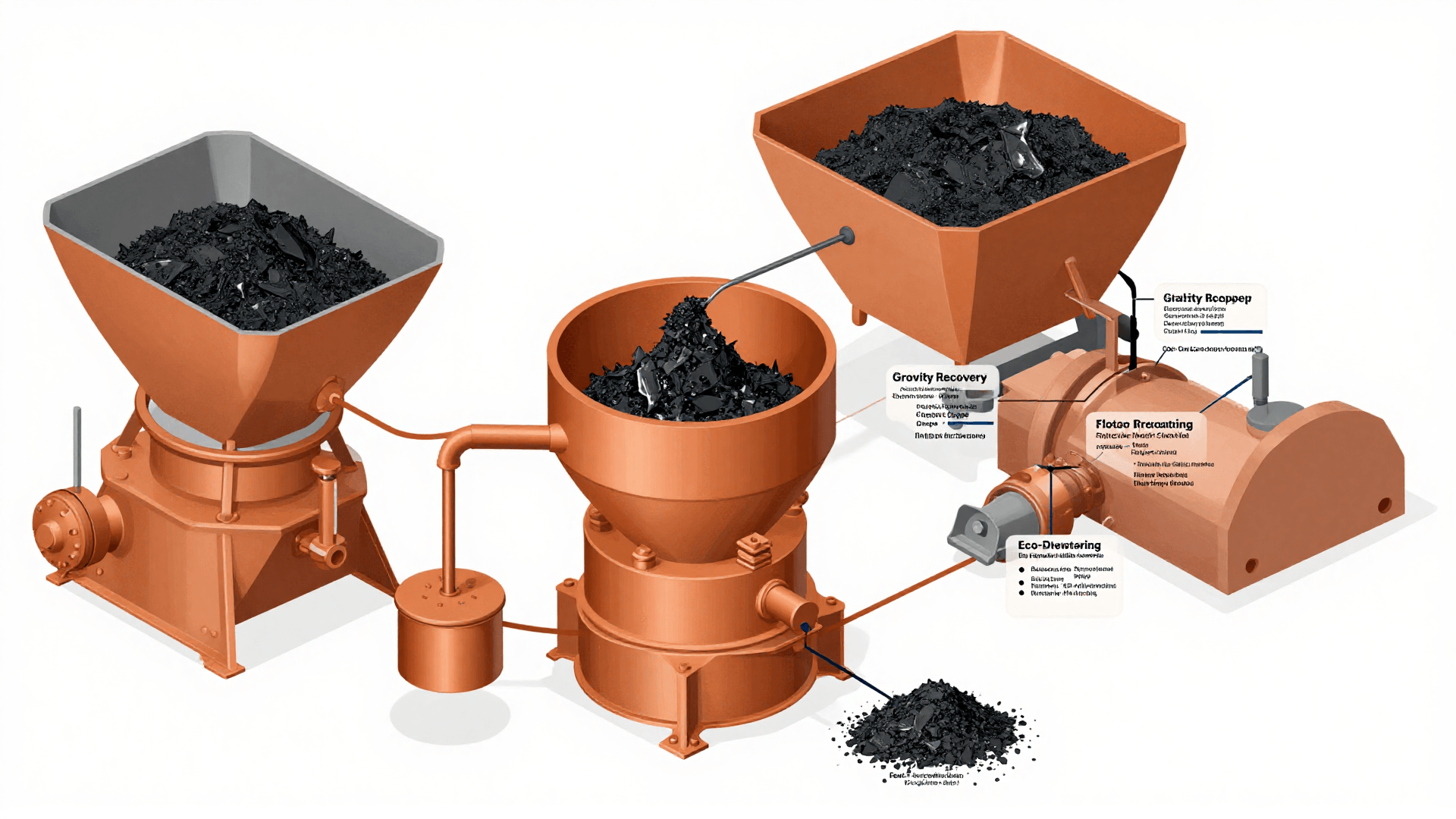
 Teil 3: Das Hybrid-Fließschema – Schwerkraft + Flotation
Teil 3: Das Hybrid-Fließschema – Schwerkraft + Flotation
Da Kupfer in der Schlacke in zwei unterschiedlichen Formen vorliegt (große metallische Tropfen und feine Sulfidpartikel), wird eine einzelne Rückgewinnungsmethode scheitern. OreSolution setzt auf eine Architektur mit doppelter Rückgewinnung.
Die Flotationschemie von Schlacke
Die Flotation von Schlacke ist chemisch anspruchsvoll. Da sie hohe Anteile an reaktivem Eisen enthält und während des Schmelzprozesses schnell oxidiert wurde, können Schlackeschlämme enorme Mengen an Reagenzien verbrauchen.
- pH-Kontrolle: Schlacke neigt von Natur aus zur Säure. Wir fügen erhebliche Mengen Kalk (CaO) hinzu, um den pH-Wert auf 9,0–10,5 anzuheben. Dies optimiert nicht nur den Sammler, sondern verhindert auch, dass das Eisen (Fayalit) aufschwimmt.
- Aktivierung: Da die Kupfersulfide in der Schlacke thermisch verändert wurden, müssen sie oft „aktiviert“ werden. Natriumsulfid (Na₂S) oder Kupfersulfat wird hinzugefügt, um die Mineraloberflächen zu regenerieren.
- Abscheidung: Aggressive Abscheider wie Amylxanthat (PAX) oder spezielle Dithiophosphate werden eingesetzt, um die Kupferpartikel zu binden und in den Schaum zu befördern.
Teil 4: Entwässerung und Trockenlagerung (Null-Flüssigkeits-Ableitung)
Eine moderne Schlackenaufbereitungsanlage muss strengste Umweltstandards einhalten. Das Abpumpen von nassen Schlackeabfällen in ein neues Becken widerspricht dem Zweck des Eco-Mining.
Das endgültige Kupferkonzentrat (das oft einen Kupfergehalt von 20 % bis 30 % erreicht) und die riesigen Mengen an Eisensilikat-Rückständen müssen intensiv entwässert werden.
- Eindickung: Sowohl der Konzentrat- als auch der Rückstandsstrom werden in riesige hocheffiziente Eindicker gepumpt, wobei 85 % des Prozesswassers zurückgewonnen werden, um sofort in den Kugelmühlen wiederverwendet zu werden.
- Filtration: Der dickflüssige Unterlaufschlamm wird unter hohem Druck in Platten- und Rahmenfilterpressen gepumpt. Die Pressen pressen das restliche Wasser heraus und erzeugen feste, trockene „Filterkuchen“.
- Die Kupferkonzentratkuchen werden zurück zur Schmelzanlage transportiert, während die sauberen, trockenen Schlacke-Abfallkuchen an Zementwerke verkauft oder sicher trocken gelagert werden.
FAQ: Fachkundige Fehlerbehebung für Schlackenaufbereitungsanlagen
A: Kupferschlacke (Fayalit) ist extrem abrasiv. Wenn Sie Standardauskleidungen aus Manganstahl verwenden, die für Kalkstein oder Golderz ausgelegt sind, werden diese schnell zerstört. Sie müssen auf hochchromhaltige Gusseisenauskleidungen oder hochspezialisierte, dicke Gummiauskleidungen umsteigen, die speziell für Umgebungen mit hoher Stoß- und Abrasionsbelastung entwickelt wurden. Stellen Sie außerdem sicher, dass Ihr Kugelfüllungsverhältnis korrekt ist, um Stahl-auf-Stahl-Stöße zu vermeiden.
A: Wenn die Mahlgröße ausreichend ist, liegt das Problem chemischer Natur. Schlacke enthält oft hohe Konzentrationen an löslichen Eisen- und Kupferionen, die das Flotationsbad „vergiften“ und Ihre Sammler verbrauchen. Sie müssen ein Schwefelungsmittel (wie Natriumsulfid) hinzufügen, um diese löslichen Ionen auszufällen und die Kupferoberflächen zu reinigen, bevor Sie Ihre Xanthat-Sammler hinzufügen.
A: Die Mahlstrategie ändert sich. Wassergekühlte Schlacke sieht aus wie grober schwarzer Sand und umgeht den primären Backenbrecher vollständig. Da sie jedoch sofort abgekühlt wurde, sind die Kupfertröpfchen im Inneren mikroskopisch klein (oft <20 Mikrometer). Wassergekühlte Schlacke erfordert im Vergleich zu langsam abgekühlter Klumpenschlacke eine viel feinere Zerkleinerung (und damit mehr Mahlenergie), um eine Freisetzung zu erreichen.
Fazit: Der EPC-Vorteil von OreSolution im Bereich Eco-Mining
Die Wiederaufbereitung von Kupferschlacke ist einer der profitabelsten Bereiche der modernen Metallurgie, stellt jedoch hohe Anforderungen an die Anlagen. Eine Anlage, die mit billigen, handelsüblichen Brechern und Mühlen gebaut wurde, wird bereits in den ersten Betriebsmonaten unter katastrophalen Ausfallzeiten und OPEX-Überschreitungen leiden.
Bei OreSolution entwickeln wir Anlagen für extreme Langlebigkeit. Von der Durchführung umfangreicher Bond-Work-Index- und Abriebtests in unserem Labor bis hin zur Herstellung der Hochleistungs-Kugelmühlen und Hochdruck-Filterpressen, die für die Aufbereitung dieses künstlichen Gesteins erforderlich sind, liefern wir schlüsselfertige Kupfer-Schlacke-Aufbereitungsanlagen, die kontinuierlich und profitabel laufen.
Sitzen Sie auf einem Berg von Hüttenschlacke? Lassen Sie dieses Kupfer nicht ungenutzt liegen. Kontaktieren Sie OreSolution noch heute, um sich von unseren erfahrenen Eco-Mining-Ingenieuren beraten zu lassen und die Machbarkeitsstudie für Ihre Rückgewinnungsanlage zu starten.