





金矿尾矿再处理厂:生态采矿与财富回收终极指南
一个多世纪以来,全球黄金开采业一直遵循着一条线性路径:开采矿石、提炼易于提取的黄金,然后将剩余的“废料”倾倒进巨大的尾矿坝中。由于20世纪的选矿和浸出技术尚不成熟,这些历史遗留的尾矿坝中往往仍含有高达40%的原始金矿储量。 如今,随着金价飙升至历史新高,这些被遗忘的尾矿坝不再是毒瘤般的负担——它们已成为地球上最赚钱的“城市矿山”。
然而,金尾矿再处理绝非仅仅将旧矿渣送入新机器那么简单。这些尾矿坝中残留的黄金之所以存在,自有其原因:它们颗粒微小,深埋于硫化物(如黄铁矿)中,或被“夺金”碳元素化学锁定。 要将其提取出来,需要采用先进的冶金方法,结合超细磨(UFG)、强力氰化处理,并严格遵守环境、社会和治理(ESG)标准。
作为生态采矿与废物管理领域的全球领导者,OreSolution 设计并建造最先进的尾矿再处理 EPC 工厂。本权威工程指南详细阐述了如何将有毒资产转化为金条、干堆尾矿的运作机制,以及如何从低至 0.5 克/吨的品位中实现盈利。
转变尾矿再处理是 ESG 领域的终极胜利。您无需在地球上炸出新的坑洞,而是正在修复历史性的环境灾难,中和残留的重金属,回收价值数百万美元的流失黄金,并将液态、高风险的尾矿池转化为安全、稳定的干堆尾矿。这正是循环经济的定义。
 第一部分:为何要再处理尾矿?经济与技术基准
第一部分:为何要再处理尾矿?经济与技术基准
为何要建设专门的尾矿处理厂,而非传统的硬岩矿山?其经济性存在根本性差异,主要源于采矿和破碎成本的彻底消除。
在设计选矿厂之前,OreSolution 要求进行严格的冶金实验室测试。我们必须确定最初黄金流失的*原因*。是解离不完全吗?还是停留时间太短?这些问题的答案将决定工艺流程。
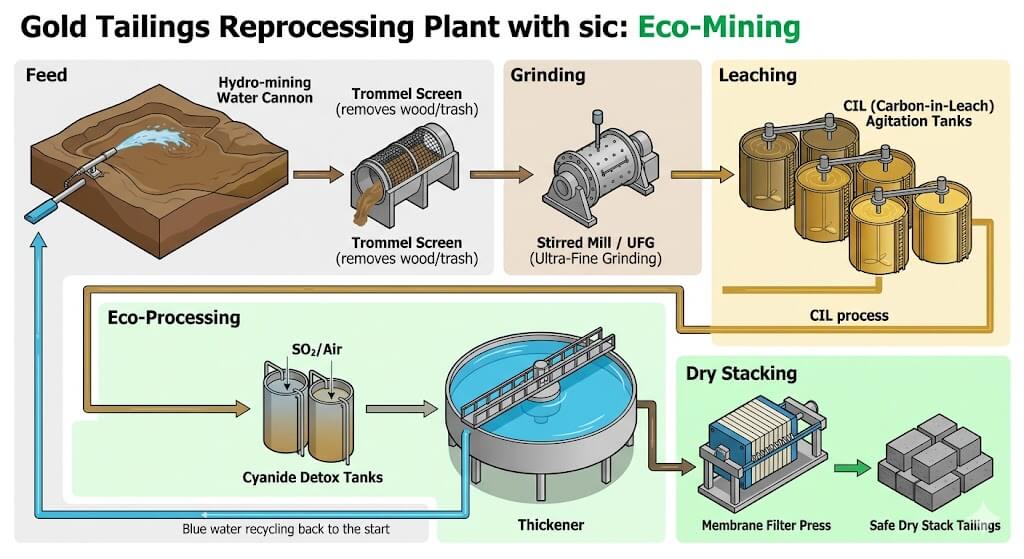
第二部分:工艺流程图——从矿浆到金锭
现代尾矿再处理厂采用高度优化的连续流工艺,旨在最大化提取速率的同时,将水和能源消耗降至最低。
1. 尾矿再浸出与杂质去除
通常使用高压水炮(水力开采)将干尾矿或半干尾矿提取出来,形成浆液并直接泵送至工厂。在进入任何加工设备之前,该浆液必须通过滚筒筛或线性振动筛,以去除“杂质”——这些杂质包括数十年来积聚在尾矿坝上的木材、树根、旧采矿废料和塑料。
2. 超细磨(UFG)——释放黄金的关键
在传统选矿厂中,矿石通常研磨至75微米。残留在尾矿中的黄金通常被锁定在小于20微米的黄铁矿颗粒内。标准球磨机无法高效地研磨如此细小的颗粒。
为释放这些金矿,我们必须采用超细磨(UFG)。
通过将尾矿中的粗粒分级送入搅拌磨,使微观金粒表面接触氰化物溶液,回收率从30%大幅提升至85%以上。
3. 高剪切预氧化
旧尾矿通常已严重氧化或含有高浓度的氰化物消耗剂(如铜或铁等消耗氰化物的元素)。浸出前,矿浆会被送入预处理槽,进行强力充氧和pH值调节(使用石灰)。此过程可氧化有害元素,从而使浸出阶段的氰化物消耗量减少高达40%。
4. CIL(浸出碳)回路
经过预氧化处理的超细矿浆进入巨大的CIL槽回路。
- 由于金粒度极细,浸出动力学反应迅速。然而,由于尾矿品位较低,工厂必须处理海量的浆液。
- 我们采用由6至8个大型搅拌槽组成的级联系统。氰化物将金溶解后,逆流加入活性炭立即吸附金-氰化物络合物,从而防止旧尾矿中的天然碳发生“预吸附抢夺”现象。
第三部分:生态采矿与零液体排放(ZLD)

再处理的最终目标不仅是提取黄金,更是永久消除旧液态尾矿坝对环境造成的危害。这一目标通过干堆法得以实现。
常见问题:尾矿再处理厂故障排除
答:历史尾矿长期暴露在空气中,常形成酸性氧化化合物(如硫酸铁)和可溶性铜。这些“氰化物杀手”会瞬间破坏您的氰化物。 您必须实施强有力的预氧化和pH调节阶段。添加大量石灰将pH值提升至10.5,并在添加任何氰化物前向矿浆中注入纯氧数小时。
答:可以。如果金主要锁定在硫化物(黄铁矿)中,且尾矿体积巨大,您可以先将再磨尾矿送入充气浮选槽。这会将含金的黄铁矿浮选成少量高品位精矿(质量减少90%)。 随后只需对这小部分精矿进行超细磨矿和浸出,从而在槽体规模上节省了巨额的资本支出(CAPEX)和运营支出(OPEX)。
答:绝对可行,但规模决定一切。由于无需承担采矿或破碎成本,若采用高度自动化、运营成本低的CIL(碳浸出)流程并配合高效的水循环利用,处理大量矿石(例如每日3,000至5,000吨),即使品位仅为0.5克/吨的作业也能获得丰厚利润。
结论:OreSolution生态采矿优势
尾矿再处理是盈利能力与环境责任的终极融合。然而,若试图使用标准现成设备从氧化泥浆中提取微细难选金,注定会以失败告终。
在 OreSolution,我们专门针对废料回收的复杂性设计解决方案。从开展全面的实验室规模超滤(UFG)和浸出试验,到设计并制造安全干堆所需的大型浓缩机和压滤机,我们的 EPC 交钥匙服务确保您的生态采矿项目在经济效益和环境保护方面均取得双赢。
您是否拥有历史遗留的尾矿坝?别让这笔财富闲置。立即联系 OreSolution,咨询我们的资深冶金专家,并启动您的尾矿再处理厂可行性研究。